
Project Description
Pet wearable hardware sits at the intersection of three incompatible requirements: sensor density, waterproofing, and miniaturization. Adding a fourth speed makes it harder.
A Berlin-based AI startup had a working pet emotion-recognition algorithm and needed to package it into a physical device: six sensors, an on-device AI chip, dual-band wireless, IP67 waterproofing, and seven-day battery life — all in a collar form factor. They had no hardware manufacturing experience and needed working prototypes within weeks for investor demonstrations and field testing. Shanbo delivered 10 fully tested units in four weeks.

About The Startup
The startup’s technology stack was mature on the software side. Their emotion-recognition model processed canine vocalizations through a trained neural network, classifying emotional states with sufficient accuracy for consumer deployment. The mobile application for iOS and Android was functional. CE and FCC certifications were planned. What they did not have was a physical device.
The product specification required a 6-in-1 sensor array: a MEMS microphone for continuous vocalization capture, body temperature monitoring with anomaly detection, optical heart rate sensor, respiratory rate detection, GPS with motion tracking, and a dedicated AI processing chip running inference on-device without cloud dependency. The device needed Bluetooth Low Energy for phone pairing, GPS for location tracking, and a battery lasting seven days between charges. The enclosure had to meet IP67 — dust-tight and submersible to one meter for 30 minutes — because dogs do not avoid puddles, rain, or swimming.

The hardware challenge was not any single specification. It was the interaction between them.
Six sensors each require a specific mounting condition: the microphone needs an acoustic path to the environment, the heart rate sensor needs skin contact through fur, the temperature sensor needs thermal coupling to the animal. Each functional interface is a potential failure point for IP67 sealing. The 4-6 layer PCB carries the AI chip, six sensor interfaces, BLE and GPS RF front-ends, power management, and battery charging circuits — dense routing in a form factor small enough to sit on a collar without bothering a 3 kg dog.
The startup’s team of seven was algorithm-focused. They needed a manufacturing partner who could handle the full hardware stack — PCB layout, enclosure engineering, rapid prototyping, assembly, and functional testing — without requiring them to manage multiple vendors across these disciplines.
Shanbo ENG Solution
Week 1 — DFM Review and Process Path
The first decision was enclosure manufacturing method. For 10 prototype units, production injection molding is not justified — tooling lead time alone would consume the entire schedule. CNC machining individual housings from billet is an option but produces parts with different material properties than injection-molded production units.
Shanbo selected rapid tooling: a simplified mold built in aluminum rather than hardened steel. The tooling produces injection-molded parts from the target production resin, allowing real-world mechanical property and RF transmission validation. The trade-off is mold life — an aluminum rapid tool will not survive 100,000 shots. It does not need to. It needs to survive 50.

The DFM review ran concurrently. The critical output was not a design correction but a manufacturing sequence map: which operations could run in parallel. The 4-6 layer PCB fabrication, component sourcing, rapid tooling, and test fixture preparation all had independent lead times. By mapping these onto parallel tracks instead of sequential stages, the total project duration compressed from an estimated 8-10 weeks (serial path) to 4 weeks (parallel path).
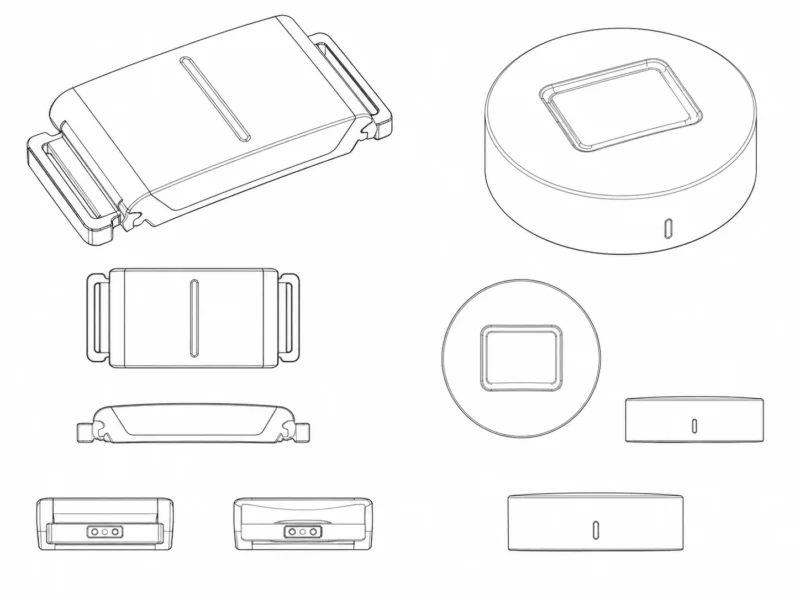
Enclosure Engineering
The collar housing integrates the sensor array, antenna elements, battery, and main PCB into a sealed volume. BLE operates at 2.4 GHz; GPS at 1.575 GHz. Both frequencies transmit through engineering thermoplastics with acceptable insertion loss — the enclosure material selection favored RF transparency alongside structural adequacy and pet safety (no sharp edges, hypoallergenic surface, UV resistance for outdoor use).
Wall thickness, rib placement, and internal component positioning were specified to avoid antenna detuning from adjacent conductors. The battery casing and sensor housings — both metallic — must maintain minimum clearance from antenna elements to stay outside the near-field coupling region.
IP67 sealing on a device with multiple sensor interfaces uses a segmented approach. Each functional opening — microphone port, optical heart rate window, charging interface — is sealed independently rather than relying on a single perimeter gasket. The MEMS microphone uses an integrated waterproof acoustic membrane. The optical sensor window is bonded with medical-grade adhesive rated for repeated submersion cycles.
Weeks 2-3 — Parallel Execution
Rapid tooling fabrication, PCB manufacturing, and component procurement ran simultaneously. The mold-making facility — 32 machines including CNC machining centers, precision EDM, and wire-cut EDM — produced the aluminum rapid tool while the 4-6 layer PCB went through fabrication and SMT assembly at the partner electronics line.
Week 4 — Box Build and Testing
Final assembly ran through Shanbo’s 3,000 m² assembly facility: PCBA installation, sensor integration into molded housing, battery mounting, enclosure sealing, and system-level verification.

Why Quality Cannot Be Bolted On at the End
With 10 prototype units — each one needed for field testing — there is no room to scrap and rebuild. A dead heart rate sensor discovered after enclosure sealing means the IP67 seal must be broken, the unit partially disassembled, the sensor replaced, and the housing re-sealed. That sequence costs more time than building the unit in the first place. Quality has to be built into the assembly sequence, not verified after the fact.
Before anything is assembled: incoming enclosure parts are measured with 2.5D inspection equipment against the design drawings. Wall thickness uniformity gets particular attention — not for structural reasons, but because BLE at 2.4 GHz and GPS at 1.575 GHz both transmit through the housing wall. A 0.3 mm thickness variation changes insertion loss enough to shift antenna performance between units. PCB dimensional verification against Gerber data and component lot traceability complete the incoming gate.
During assembly: each sensor is powered and checked for baseline response while the housing is still open. Heart rate optical sensor — green LED fires, photodiode reads a waveform. MEMS microphone — frequency response verified. Temperature sensor — resistance reading within calibration band. If a channel is dead, it gets fixed now. Once the enclosure is ultrasonically sealed for IP67, the only way back in is destructive.
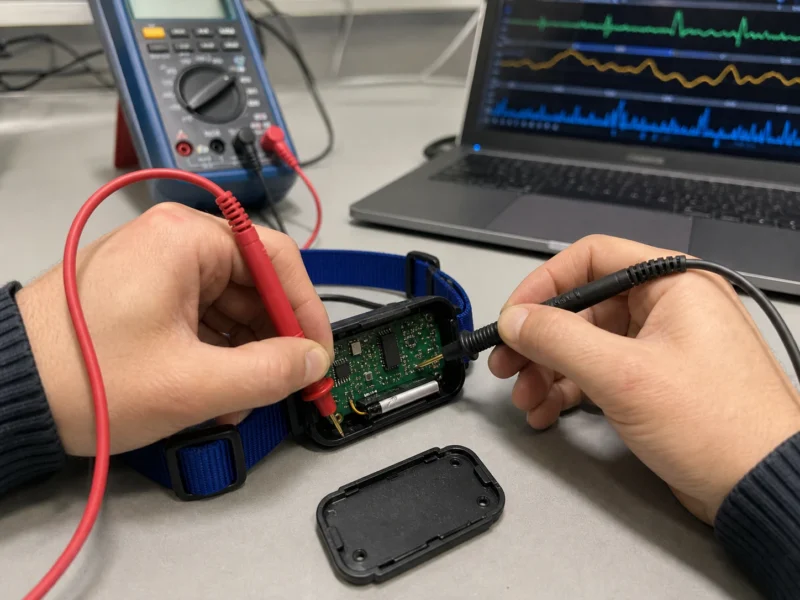
After sealing: every unit — all 10 — goes through the full test matrix. No sampling. At this volume, every unit matters.
| Test | Method | Acceptance |
|---|---|---|
| Sensor function | All 6 channels active | Pass/fail per channel |
| BLE connectivity | Range and pairing | Stable at rated distance |
| GPS acquisition | Cold-start fix | Within specified time |
| IP67 immersion | 1 m depth, 30 min | Zero ingress |
| Battery life | Simulated usage discharge | ≥ 7 days |
| Mechanical | Drop, vibration | No sensor shift or seal failure |
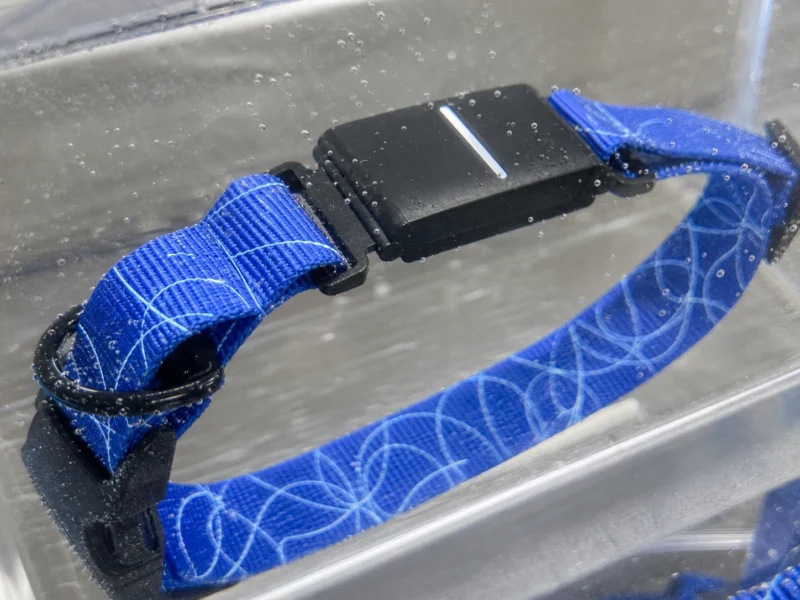
The IP67 immersion test is binary. The unit goes into the tank at one meter. It stays there for 30 minutes. When it comes out, either zero water entered, or the unit failed. There is no partial pass.
Shanbo’s quality system operates under ISO 9001 and ISO 14001 certification, with ISO 13485 coverage available for products entering medical-adjacent regulatory categories — relevant for pet health monitoring devices where sensor accuracy has clinical implications.
Progress is Going Smoothly
Four weeks from initial contact to 10 tested prototypes. The startup saved much time and resources on fragmented vendor coordination, tooling delays, and iterative assembly failures — by working with an uniform quality standards and frictionless processes covering enclosure engineering, rapid tooling, PCB assembly, box build, and functional testing.
The prototypes are in field testing. The rapid tooling mold remains available for additional small batches during the iteration phase. When the product design stabilizes, Shanbo transitions to production injection mold tooling on the same machine platform — 40 Haitian injection machines covering 120T to 350T — with molding parameters transferring from the validated rapid-tool process.
The product lead put it directly:
“Awesome work! We spent two years getting the algorithm right. Shanbo turned it into something a dog can actually wear quickly.”
For IoT hardware startups, the gap between a working algorithm and a working device is not software. It is enclosure engineering, sensor integration, and tested assembly — the kind of work that benefits from a manufacturing partner who handles all three under one roof.
Contact Shanbo to discuss your hardware prototyping requirements — from enclosure DFM to tested box build.
Engineer-to-Engineer FAQ
Q1: Why use rapid tooling instead of 3D printing for hardware prototypes?
3D-printed parts have different mechanical properties, surface finish, and dimensional accuracy than injection-molded parts. For a prototype that needs to validate IP67 sealing, antenna RF performance through the housing wall, and snap-fit assembly tolerances, the enclosure material must match the intended production resin. Rapid tooling — aluminum mold inserts instead of hardened tool steel — produces real injection-molded parts from the target material. The mold costs less and builds faster, but it will not survive high-volume production runs. For 10-50 prototype units, that trade-off is correct.
Q2: How does IP67 sealing work when the device has microphone and sensor openings?
A fully sealed enclosure achieves IP67 trivially. A device with functional openings cannot be fully sealed. Each opening gets its own solution: MEMS microphones with integrated waterproof membranes that pass sound but block water, optically transparent windows bonded with medical-grade adhesive for the heart rate sensor, and sealed connectors or wireless charging for the power interface. The principle is segmented sealing — each interface is independently sealed and independently testable, rather than depending on a single perimeter gasket that must accommodate all openings simultaneously.
Q3: Can BLE and GPS antennas perform adequately through a plastic enclosure?
BLE operates at 2.4 GHz and GPS at 1.575 GHz. Most engineering thermoplastics (ABS, PC, PA) have dielectric loss tangent below 0.01 at these frequencies — effectively RF-transparent. The enclosure material itself is not the performance limiter. The problem is what sits adjacent to the antenna inside the enclosure: battery casing, sensor housings, PCB ground planes. These conductive elements detune the antenna if they fall within the near-field region. The DFM review specifies minimum clearance distances between antenna traces and nearby conductors, and positions antenna elements at the housing extremities where ground-plane coupling is minimized.
Q4: What happens after the prototype phase — does the rapid tooling transfer to production?
No. The aluminum rapid tool serves prototyping and small-batch validation only. When the product design freezes, Shanbo cuts a production mold in hardened steel — P20 or H13 for standard applications, S136 for optical-grade surfaces. The production mold is optimized for cycle time, gate placement, cooling channel layout, and mold life (typically 300K-500K shots). It runs on the same Haitian injection machine platform (120T-350T), so validated molding parameters transfer with minimal requalification. The prototype phase validates the part design; the production mold is engineered for repeatable output.d